Heat treatment in agricultural blades is a controlled process of heating and cooling steel to improve hardness, wear resistance, and toughness. It ensures longer blade life, better edge retention, and reliable performance in abrasive soil conditions.
Key Takeaways
- Heat treatment modifies steel microstructure (martensite, ferrite, pearlite) for performance
- Achieves the ideal balance of hardness (wear resistance) and toughness (impact strength)
- Essential for soil-engaging, high-abrasion agricultural components
- Directly impacts tool life, fuel efficiency, and operational cost
- Critical for OEM-grade consistency and bulk manufacturing reliability
Why Heat Treatment is Important for Agricultural Blades
Heat treatment is important because it improves wear resistance, impact strength, and service life of agricultural blades operating in abrasive soil conditions.
- Abrasive Wear Resistance: Increases surface hardness to reduce wear from silica-rich soil
- Impact Resistance: Prevents cracking when blades hit stones or compact soil
- Fatigue Strength: Reduces risk of microcracks under repeated loading
- Edge Retention: Maintains sharpness by preventing edge deformation
In abrasive field conditions, poorly heat-treated blades can lose up to 30–40% of their service life, making controlled heat treatment essential for consistent performance.
Metallurgical Science Behind Heat Treatment
At the core of heat treatment is phase transformation in steel:
- Heating steel above its critical temperature forms austenite
- Rapid quenching transforms austenite into martensite (very hard but brittle)
- Tempering modifies martensite into a more stable structure, improving toughness
The goal is not maximum hardness, but optimized microstructure for real-world agricultural loads.
What Are the Main Types of Heat Treatment Processes Used?
1. Hardening (Quenching)
- Heated to ~800–900°C and rapidly cooled (oil/water)
- Forms martensite (very hard structure)
- Increases hardness and wear resistance
- Ideal for abrasive soil conditions
2. Tempering
- Performed after hardening
- Reheated to 150–650°C
- Reduces brittleness and internal stresses
- Improves toughness and ductility
3. Case Hardening (Carburizing / Nitriding)
- Hardens only the outer surface
- Adds carbon or nitrogen to the surface layer
- Creates hard exterior + tough core
- Suitable for wear + impact applications
4. Normalizing
- Heated and air-cooled
- Refines grain structure
- Improves uniformity and consistency
- Used as a pre-treatment process
Quick Comparison of Heat Treatment Methods
| Process | Primary Purpose | Key Benefit | Typical Use in Agri Parts |
| Hardening | Increase hardness | High wear resistance | Blade edges |
| Tempering | Reduce brittleness | Improved toughness | Post-hardening treatment |
| Case Hardening | Surface strengthening | Hard surface + tough core | High-impact components |
| Normalizing | Grain refinement | Uniform structure | Pre-treatment stage |
Industrial Heat Treatment Process (Step-by-Step)
Here is a step-by-step process of heat treatment:
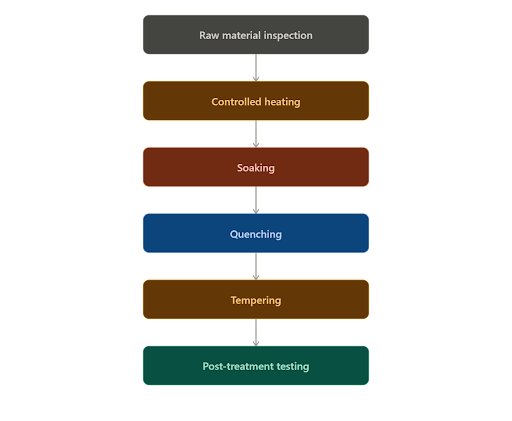
Step 1: Raw Material Inspection
The process starts by verifying the steel’s chemical composition to ensure it meets the required specifications for heat treatment performance.
Process Highlights:
- Checks carbon and alloy content
- Confirms steel grade suitability
- Prevents inconsistent results
Step 2: Controlled Heating
Components are heated to the required austenitizing temperature using controlled furnace systems to prepare the material for transformation.
Process Highlights:
- Uses electric, gas, or induction furnaces
- Maintains precise temperature control
- Minimizes oxidation and scaling
Step 3: Soaking
The material is held at the target temperature to ensure uniform heat distribution throughout the entire component.
Process Highlights:
- Ensures full cross-section heating
- Time depends on thickness
- Critical for uniform structure
Step 4: Quenching
The heated components are rapidly cooled to form a hardened structure, directly influencing final hardness and strength.
Process Highlights:
- Uses oil, water, or polymer media
- Forms a martensitic structure
- Cooling rate affects hardness and stress
Step 5: Tempering
After quenching, the steel is reheated to reduce brittleness and improve toughness for real-world applications.
Process Highlights:
- Relieves internal stresses
- Improves toughness and durability
- Adjusts final hardness
Step 6: Post-Treatment Testing
Final inspection ensures the components meet required mechanical and dimensional standards before use.
Process Highlights:
- Hardness testing (HRC scale)
- Microstructure analysis
- Dimensional accuracy check
What Are the Benefits of Heat Treatment in Agricultural Parts?
Heat treatment improves agricultural parts by increasing wear resistance, strength, fatigue life, and edge stability, while reducing overall operating and replacement costs.
- Increased Wear Resistance: Reduces blade thinning and material loss
- Enhanced Mechanical Strength: Withstands heavy loads and impacts
- Improved Fatigue Life: Resists crack initiation and propagation
- Better Edge Stability: Maintains cutting geometry over time
- Lower Total Cost of Ownership (TCO)
- Fewer replacements
- Reduced downtime
- Improved field productivity
Where Are Heat-Treated Components Used in Agricultural Equipment?
Heat-treated components are used in soil-engaging agricultural tools where high wear resistance, impact strength, and durability are required. Heat-treated components are critical in:
- Rotavator blades
- Cultivator shovels
- Disc harrows
- Plough shares
- Seed drill components
These parts require precision-engineered hardness profiles to perform effectively across varying soil conditions.
What Are the Key Industry Standards and Quality Parameters?
Key heat treatment standards focus on hardness, case depth, and microstructure consistency, supported by strict quality control practices to ensure reliable performance.
Key Parameters:
- Hardness: Typically 48–55 HRC (application-dependent)
- Case depth (for surface hardening)
- Grain structure uniformity
Quality Practices:
- Batch traceability
- Controlled furnace calibration
- Non-destructive testing (NDT)
Globally accepted frameworks such as those from the International Organization for Standardization guide process consistency and quality assurance.
What Are the Common Challenges in Heat Treatment?
Heat treatment must be precisely controlled, as even minor variations in temperature, cooling rate, or timing can lead to performance issues and reduced component life.
- Over-hardening: Leads to excessive brittleness and risk of sudden failure
- Under-tempering: Retains internal stresses, reducing toughness
- Uneven quenching: Causes distortion or non-uniform hardness
- Poor process control: Results in inconsistent quality across batches
Maintaining process precision, automation, and metallurgical expertise is essential to ensure consistent and reliable results.
Conclusion
Heat treatment is a core engineering process that defines the performance, durability, and reliability of agricultural blades and implements. Optimizing the internal structure of steel, it enables components to withstand extreme field conditions while maintaining consistent efficiency and performance over time.
For B2B buyers, sourcing from a manufacturer with strong metallurgical control and well-defined heat treatment processes is critical. It ensures superior product performance, reduces overall lifecycle costs through longer service life, and delivers long-term operational reliability across demanding agricultural applications.
FAQs
Hardening followed by tempering is the most effective method, providing an optimal balance between hardness and toughness.
Typically between 48–55 HRC, depending on soil conditions and application.
Tempering reduces brittleness and internal stresses, improving toughness and durability.
Boron steel and high-carbon steel are widely preferred due to their strength and wear resistance.
It refines the steel’s microstructure, increasing resistance to wear, impact, and fatigue.